
经济高效的氮气去毛刺工艺

2025-07-04
采用液氮和柔性喷砂介质,可实现压铸件去毛刺的完全自动化和轻柔处理。这将大幅降低成本并显著减少废品率。
锌是一种廉价金属,熔点较低。它在420摄氏度时开始流动,因此只需相对较少的能量即可进行加工。由锌合金制成的压铸件在我们的日常生活中随处可见:玩具车、门锁、汽车零部件、配件、插头、外壳和拉链等,都是由锌制成的。
爆炸去毛刺工艺产生大量废料
在压铸过程中,几乎无法避免少量液态金属渗入模具各部件之间的缝隙。在成品上,这些材料会在接缝处形成薄薄的毛刺,需要在铸造后进行去除。压铸过程中使用的其他金属包括铝、钛和镁。
小型系列的零件通常需要手工去毛刺——这是一个耗时且昂贵的过程。相反,爆炸去毛刺技术被广泛应用于大批量生产的产品:在受控的爆炸过程中,保护性腔室内的温度可瞬间升至2000摄氏度,从而烧掉薄薄的毛刺。然而,爆炸的冲击力或高温也可能损坏工件本身。由于模具零件变形,废品率可高达40%。
冷冻替代爆炸
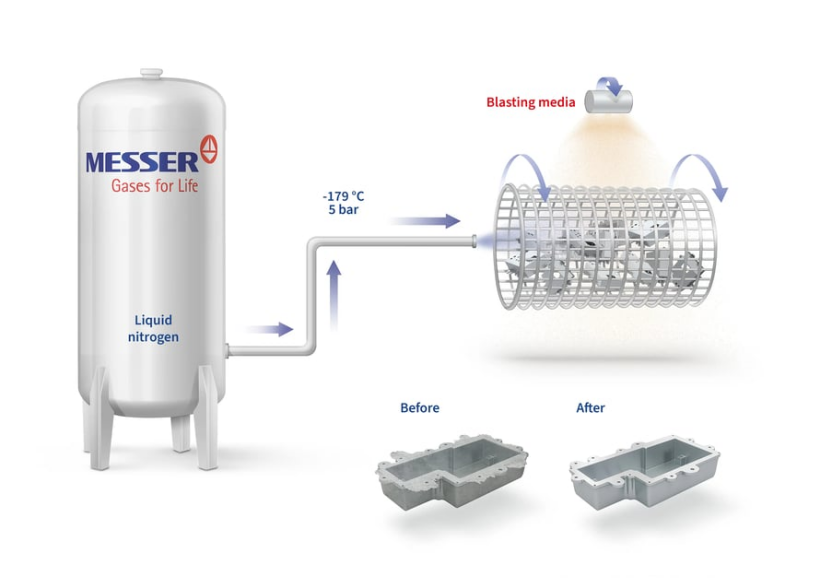
相比之下,采用低温氮气去毛刺不会造成损坏:工件被放置在由金属网制成的旋转鼓中。简单的大批量生产物品如插头或玩具车可直接倒入鼓中,而复杂零件则需固定在框架上。随后向鼓内注入液氮。
在那里,气体膨胀使温度降至零下60摄氏度。脆弱的毛刺几乎立即被深冻并脆化,而冷冻对质量较大的模具零件影响较小。毛刺现在可以轻松与铸件分离。实现这一机械作用所需的力由小型塑料珠提供。
与喷砂类似,塑料颗粒以高速射向鼓内的零件。脆性的毛刺脱落并被完全清除。然而,零件本身保持完整。柔软的塑料甚至不会在表面留下痕迹。因此,该方法在技术上远优于传统工艺。它能够实现更好的同时可重复的去毛刺质量,即使在具有内部毛刺的复杂成型零件上也是如此。
降低单位成本
“例如,汽车行业等压铸件的客户对质量和精度提出了越来越高的要求,”梅塞尔的应用专家托马斯·博克勒解释道。“另一方面,制造商本身也对高质量和高效的工艺感兴趣。例如,对于电子元件,其成本可能仅为几美分,因此手动去毛刺是不可行的。然而,它们对变形非常敏感。我们的工艺在此提供了最佳解决方案。此外,与爆炸去毛刺相比,压铸的单位成本每公斤显著降低。”
要判断是否值得投资冷去毛刺系统非常简单。“首先,我们会与客户的产品进行免费去毛刺测试,”托马斯·博克勒解释道。“客户可以评估结果是否符合预期,而我们可以计算出合同去毛刺服务或内部系统哪一种是最佳解决方案。”
125 年来,梅塞尔作为全球最大的私营工业气体、医用气体、特种气体及电子气体专家,始终坚守安全、以客户与员工为核心、承担社会责任、推动可持续发展,并以信任与尊重为基石。凭借 “气体创彩生活“的品牌理念以及众多的专利气体应用,梅塞尔正在为环境与气候保护、脱碳进程及创新发展提供强劲动力。
订阅我们的博客



